

Vom Guss zum Präzisionsteil: Designregeln für die CNC-Bearbeitung von Druckguss-Komponenten
- Kevin Chen

- Apr 5
- 3 min read
Moderne Druckgussverfahren liefern heute beeindruckende "Near-Net-Shape"-Bauteile, die bereits nah an der Endkontur liegen. Doch für Hochpräzisions-Schnittstellen, Passungen und komplexe Gewinde bleibt die CNC-Bearbeitung von Druckguss unverzichtbar.
Der wirtschaftliche Erfolg eines Projekts entscheidet sich jedoch lange vor dem ersten Span: Er beginnt im Gussdesign. Ein CNC-gerechtes Design (Design for Manufacturing, DfM) stellt sicher, dass die Nachbearbeitung effizient, prozesssicher und kostengünstig erfolgt.
1. Die optimale Bearbeitungszugabe (Aufmaß): Weniger ist mehr
Das Aufmaß (Machining Allowance) ist ein kritischer Faktor in der CNC-Bearbeitung von Druckguss. Hier gilt es, die Balance zwischen Materialersparnis und Oberflächengüte zu finden.
Das Dilemma: Ein zu großes Aufmaß erhöht die Zykluszeit, den Werkzeugverschleiß und das Risiko, die dichte Gusshaut zu verletzen. Ein zu geringes Aufmaß führt dazu, dass das Werkzeug "ins Leere" greift und Gussinhärenten (unsaubere Stellen) sichtbar bleiben.
Richtwerte: Für die meisten Funktionsflächen hat sich ein Aufmaß von 0,5 mm bis 0,8 mm bewährt.
Risikofaktor Porosität: Die Gusshaut ist das dichteste Gefüge des Teils. Wenn die Zerspanung zu tief erfolgt, kann Mikroporosität im Kern des Bauteils freigelegt werden, was die Dichtheit und Festigkeit beeinträchtigt.

Merkmal | Empfohlenes Aufmaß | Zielsetzung |
Planflächen | 0,5 mm - 1,0 mm | Sauberes Schnittbild, Ebenheit |
Bohrungen (klein) | 0,3 mm - 0,5 mm | Präzise Passung |
Große Passungen | 0,8 mm - 1,2 mm | Ausgleich von Verzug |
2. Design von Spannstellen: Die Basis für Wiederholgenauigkeit
Ein Bauteil ist nur so präzise, wie es gespannt werden kann. In der CNC-Bearbeitung von Druckguss müssen die Spannkräfte der Maschine sicher aufgenommen werden, ohne das Teil elastisch oder plastisch zu verformen.
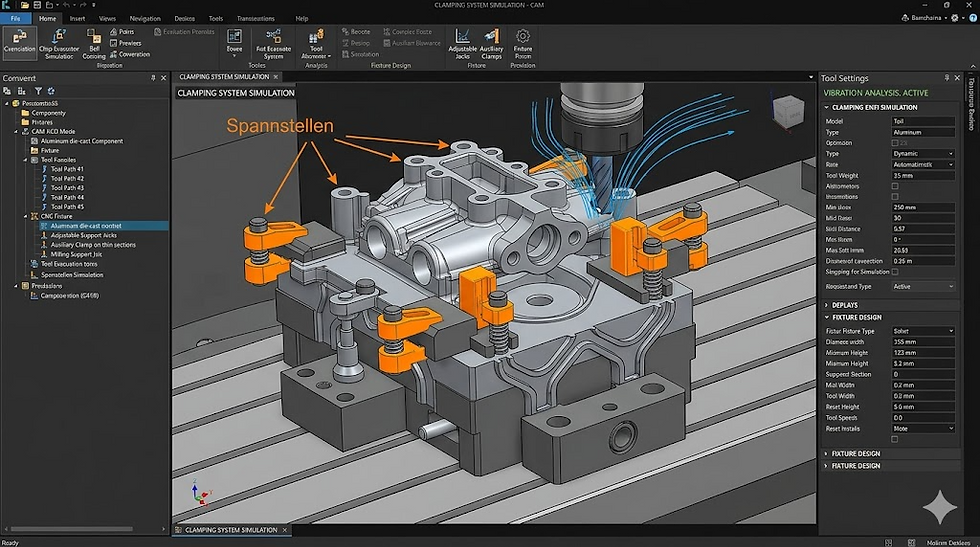
Stabilität: Dünnwandige Bereiche benötigen im Gussdesign oft zusätzliche Abstützungen oder verstärkte "Spannlaschen", die nach der Bearbeitung entfernt werden.
Zugänglichkeit: Das Ziel ist die "Ein-Aufspannungs-Philosophie". Die Geometrie sollte so gestaltet sein, dass das Werkzeug möglichst viele Flächen erreicht, ohne das Bauteil umzuspannen. Jedes Umspannen addiert Fehlerquellen in der Toleranzkette.
Vermeidung von Vibrationen: Rippenstrukturen helfen nicht nur der Festigkeit im Einsatz, sondern stabilisieren das Bauteil auch gegen Resonanzschwingungen während des Fräsvorgangs.
3. Bezugssysteme und Datums-Punkte (Reference Points)
Einer der häufigsten Fehler in der Fertigungskette ist der Wechsel des Bezugssystems. Für maximale Präzision müssen die Bezugspunkte für den Gussprozess und die anschließende CNC-Bearbeitung von Druckguss identisch sein.
Konsistenz: Verwenden Sie feste, im Guss klar definierte Merkmale als Nullpunkte für die CNC-Maschine.
Positionierung: Platzieren Sie Bezugspunkte an Stellen, die nicht durch den Formtrennverlauf oder Auswerfermarkierungen beeinflusst werden. Dies minimiert den "Tolerance Stack-up" (Toleranzverkettung) zwischen Gussform und Bearbeitungswerkzeug.
4. Wirtschaftlichkeit: Reduzierung der Kosten in der CNC-Bearbeitung von Druckguss
Die Kosten pro Bauteil (Cost-per-Part) lassen sich massiv senken, wenn das Gussdesign die CNC-Operationen unterstützt.
Minimierung der Aufspannungen: Durch intelligente Platzierung von Features können 5-Achs-Maschinen ihre volle Effizienz ausspielen.
Guss-Features nutzen: Nutzen Sie vorgegossene Kernlöcher (Cast holes). Diese verkürzen nicht nur die Bohroperationen, sondern dienen auch der Wärmeabfuhr während des Gießprozesses.
Werkzeugstandardisierung: Konstruieren Sie Radien und Taschen so, dass Standard-Fräswerkzeuge verwendet werden können. Sonderwerkzeuge treiben die Kosten und die Durchlaufzeit unnötig in die Höhe.
5. Sunrise Metal Expertise: Integrierte Fertigungslösungen
Qualität im Druckguss endet nicht an der Gießmaschine. Bei Sunrise Metal setzen wir auf eine integrierte Fertigungsstrategie, die Guss und CNC-Präzision unter einem Dach vereint.

One-Stop-Shop: Wenn Design, Guss und CNC aus einer Hand kommen, entfallen Reibungsverluste an den Schnittstellen. Wir optimieren den Gussprozess gezielt für die Anforderungen unserer CNC-Center.
Qualitätssicherung: Jedes bearbeitete Teil wird durch hochpräzise KMG (Koordinatenmessgeräte) verifiziert. Wir garantieren nicht nur die Formtoleranz, sondern auch die exakte Lage der bearbeiteten Features zum Gusskörper.
Fazit: Design-Intelligenz spart Bearbeitungskosten
Die CNC-Bearbeitung von Druckguss ist ein hochkomplexer Prozess, der weit vor dem ersten CNC-Programm beginnt. Ein CNC-gerechtes Gussdesign ist der größte Hebel, um Ausschuss zu vermeiden und die Wirtschaftlichkeit Ihres Projekts zu sichern. Durch die frühzeitige Abstimmung von Aufmaß, Spannstellen und Bezugssystemen schaffen Sie die Basis für ein Produkt, das höchsten deutschen Qualitätsansprüchen genügt.
Haben Sie ein komplexes Projekt in Planung?
Unsere Ingenieure unterstützen Sie dabei, die optimale Balance zwischen Gussgeometrie und CNC-Effizienz zu finden.
[Senden Sie uns Ihre CAD-Daten für eine kostenlose DfM-Analyse für Guss und CNC-Bearbeitung]



Comments