

Masterclass im Die Casting Part Design: Optimierung für Effizienz und Präzision
- Kevin Chen

- Apr 3
- 3 min read
Warum sind manche Druckgussprojekte bereits in der Prototypenphase zum Scheitern verurteilt, während andere reibungslos in die Serienproduktion gehen? Die Antwort liegt oft in der frühen Phase der Produktentwicklung. Ein exzellentes Die Casting Part Design ist der Hebel, mit dem sich die Produktionskosten um bis zu 30 % senken lassen.
Im Kontext der deutschen Industrie 4.0 ist die methodische Anwendung von Design for Manufacturing (DfM) kein optionaler Bonus mehr, sondern eine Grundvoraussetzung. In einer Zeit, in der Ressourcen-Effizienz und Time-to-Market über den Markterfolg entscheiden, trennt die Qualität der CAD-Daten die Marktführer vom Durchschnitt.
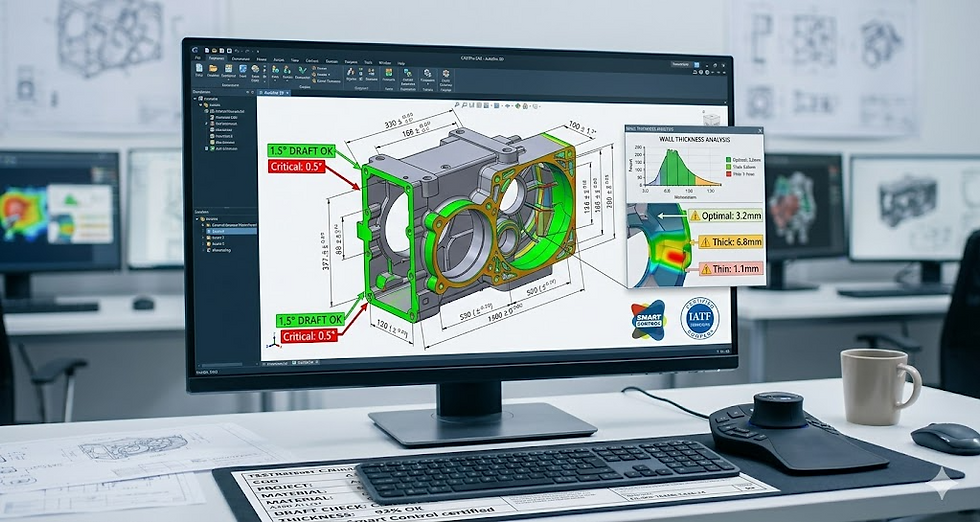
1. Wandstärke: Das Fundament für ein exzellentes Die Casting Part Design
Die goldene Regel im Druckguss lautet: Gleichmäßigkeit ist alles. Eine inhomogene Wandstärkenverteilung ist die Hauptursache für thermische Hotspots und unerwünschte Porosität (Lunkerbildung).
Technische Tiefe: Während der Erstarrung ziehen sich dickere Bereiche langsamer zusammen als dünne. Dies führt zu internen Spannungen und Schwindungshohlräumen.
Spezifische Richtwerte: Für Aluminiumlegierungen empfehlen wir eine Wandstärke zwischen 1,5 mm und 3,5 mm. Zu dünne Wände erschweren die Formfüllung, während zu dicke Wände die Zykluszeit unnötig verlängern.
Validierung: Durch moderne Moldflow-Simulationen lässt sich bereits im Entwurf präzise vorhersagen, ob die gewählte Wandstärke eine vollständige und homogene Füllung der Kavität erlaubt.
2. Entformungsschrägen (Draft Angles): Langlebigkeit der Form sichern
Ohne korrekte Entformungsschrägen wird jedes Die Casting Part Design in der Praxis scheitern. Diese Schrägen sind notwendig, um das Bauteil ohne Beschädigung der Oberfläche und ohne übermäßigen Verschleiß des Werkzeugs aus der Form zu entnehmen.
Verschleißschutz: Fehlende Schrägen führen zu "Fressspuren" am Bauteil und verkürzen die Standzeit der teuren Stahlformen massiv.
Differenzierung: Innenflächen benötigen in der Regel einen größeren Winkel als Außenflächen, da das Metall beim Abkühlen auf den Kern aufschrumpft.
Normung: Wir orientieren uns hierbei strikt an der DIN 1688, um die geforderten Toleranzklassen sicherzustellen.
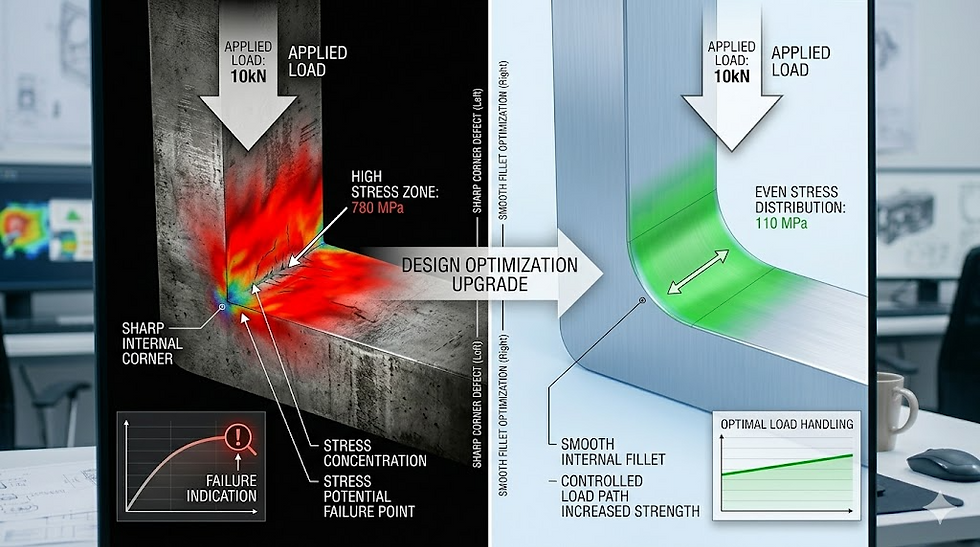
3. Radien und Verrundungen: Spannungskonzentrationen vermeiden
Scharfe Kanten sind im Hochdruckguss (HPDC) kritische Schwachstellen. Sie behindern nicht nur den Metallfluss, sondern wirken auch als Kerben für mechanische Spannungen.
Optimierung: Abgerundete Übergänge erhöhen die strukturelle Integrität des Bauteils erheblich.
Faustformel: Als bewährter Standard gilt für den minimalen Radius:
$$R = 0,5 \times \text{Wandstärke}$$
Durch die konsequente Vermeidung von rechten Winkeln wird die Turbulenz während der Einspritzphase minimiert, was zu einem dichteren Gefüge führt.
4. Strategische Platzierung von Trennebenen und Auswerferstiften
Die Trennebene (Parting Line) entscheidet über die Ästhetik und den Nachbearbeitungsaufwand. Ein intelligentes Design verbirgt die Trennatht an unkritischen Stellen.
A-Surfaces: Für Sichtbauteile muss die Trennebene so gelegt werden, dass sie die Funktionsflächen nicht beeinträchtigt.
Effizienz: Partner wie Sunrise Metal setzen hierbei auf präzise Werkzeugkonstruktionen, die Gratbildung (Flash) minimieren. Dies reduziert die Kosten für das Entgraten und Gleitschleifen nach dem Guss drastisch.
5. Rippendesign (Ribs): Festigkeit im Leichtbau
Im modernen Automobilbau und der Elektronikindustrie ist Leichtbau essenziell. Rippen ermöglichen es, die Steifigkeit zu erhöhen, ohne das Bauteilgewicht durch massive Wandstärken aufzublähen.
Pro-Tip: Um Einfallstellen (Sinks) auf der gegenüberliegenden Oberfläche zu vermeiden, sollte die Dicke der Rippe lediglich 60 % bis 80 % der Basiswandstärke betragen.
Anordnung: Rippen sollten zudem immer in Fließrichtung des Metalls angeordnet sein, um den Füllvorgang zu unterstützen.
6. Werkstoffwahl und ihr Einfluss auf die Designfreiheit
Die Wahl der Legierung beeinflusst die geometrischen Möglichkeiten Ihres Die Casting Part Designs.
Merkmal | Aluminium (z.B. AlSi9Cu3) | Zink (z.B. Zamak 5) |
Min. Wandstärke | ca. 1,0 - 1,5 mm | bis zu 0,5 mm möglich |
Fließfähigkeit | Gut | Exzellent |
Gewicht | Gering | Hoch |
Anwendung | Automotive / Gehäuse | Kleinteile / Präzision |
Während Aluminium durch sein hervorragendes Festigkeit-Gewichts-Verhältnis besticht, erlaubt Zink noch filigranere Strukturen und engere Toleranzen.
7. Fortgeschrittene Simulation: Designvalidierung vor dem ersten Schuss
Ein entscheidender Vorteil im heutigen Wettbewerb ist die digitale Absicherung. Bevor ein Werkzeug aus teurem Warmarbeitsstahl gefertigt wird, muss das Design eine virtuelle Prüfung bestehen.
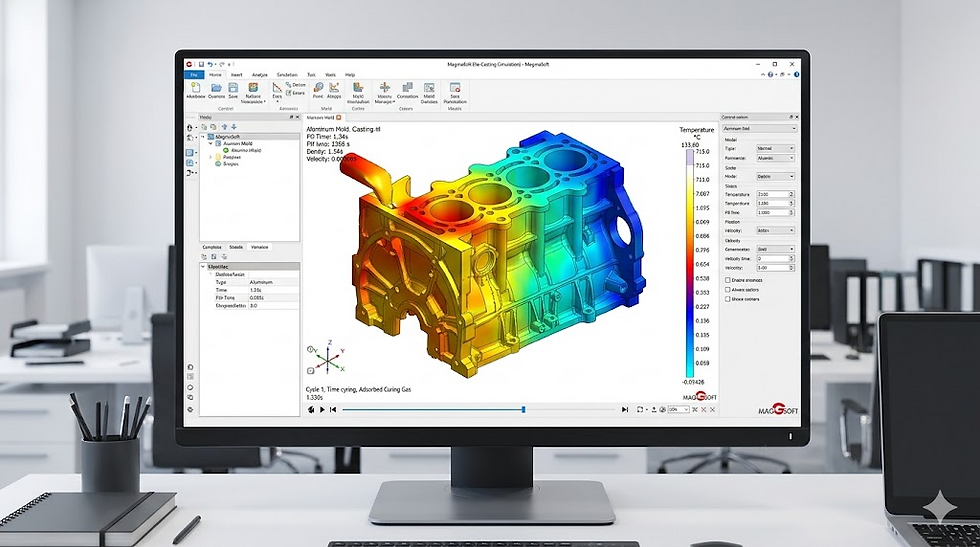
Durch den Einsatz von High-End-Simulationssoftware wie MagmaSoft oder AnyCasting visualisieren wir den gesamten Gießvorgang. Wir identifizieren potenzielle Kaltschweißstellen, Lufteinschlüsse oder thermische Überlastungen der Form. Diese "First-Time-Right"-Strategie spart nicht nur Wochen an Entwicklungszeit, sondern verhindert auch kostspielige Änderungen am fertigen Werkzeug.
Fazit: Ihr Partner für exzellentes Druckguss-Design
Ein durchdachtes Die Casting Part Design ist die Seele jedes hochwertigen Druckgussbauteils. Es ist die Symbiose aus theoretischer Werkstoffkunde und praktischer Fertigungserfahrung. Durch die Einhaltung von DfM-Richtlinien und den Einsatz modernster Simulationstechnik garantieren wir Bauteile, die höchsten deutschen Industriestandards entsprechen.
Möchten Sie Ihr aktuelles Projekt optimieren?
Nutzen Sie unsere Expertise für Ihren Erfolg.
[Senden Sie uns Ihre CAD-Daten für eine kostenlose DfM-Analyse]



Comments