

Kaltkammer- vs. Warmkammer-Druckguss: Welches Verfahren optimiert Ihr Aluminium-Projekt?
- Kevin Chen

- Apr 6
- 3 min read
In der Welt des Hochdruckgusses (HPDC) ist die Wahl der „Kammer“ weit mehr als eine rein maschinelle Entscheidung – sie bestimmt über die strukturelle Integrität, die Langlebigkeit der Werkzeuge und letztlich über die Wirtschaftlichkeit Ihres Bauteils. Während der Warmkammer-Druckguss für Zinklegierungen unschlagbar effizient ist, führt bei Aluminium kein Weg am Kaltkammer-Druckguss vorbei.
Doch warum ist das so? Und wie beeinflusst die Wahl des Verfahrens die Bauteildichte und mechanische Performance? In diesem Guide analysieren wir die technischen Differenzen und zeigen auf, warum der Kaltkammer-Prozess das Rückgrat der modernen Leichtbau-Industrie bildet.
1. Technischer Vergleich: Die Mechanik hinter den Verfahren
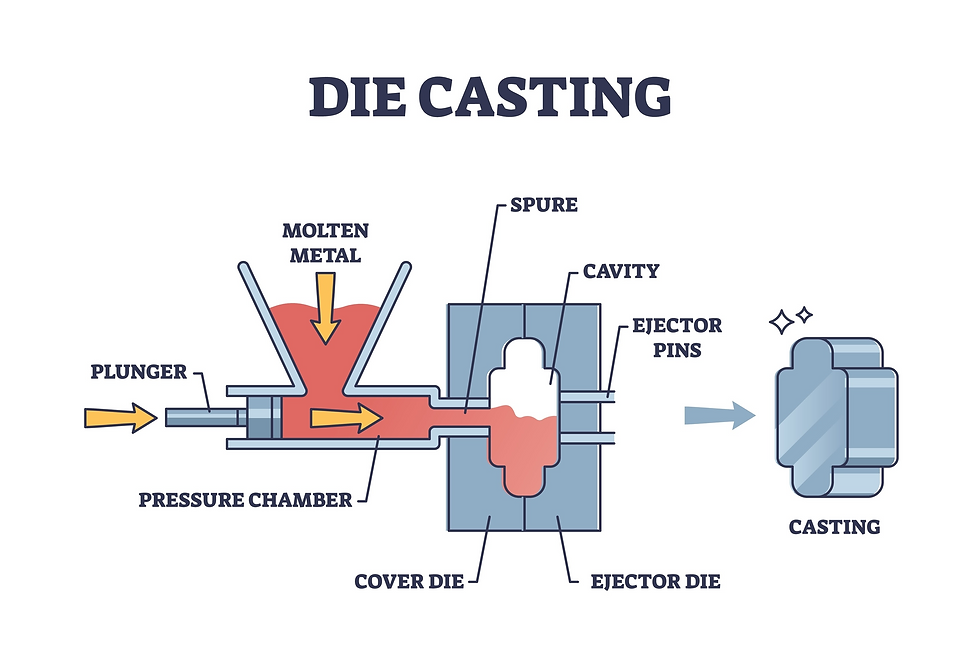
Der fundamentale Unterschied liegt in der Art und Weise, wie die Metallschmelze in die Kavität (die Form) befördert wird.
Warmkammer-Druckguss (Hot Chamber)
Beim Warmkammer-Verfahren ist die Einspritzeinheit, der sogenannte „Gusszylinder“, permanent in die Metallschmelze eingetaucht. Über einen „Schwanenhals“ (Gooseneck) wird das flüssige Metall direkt in die Form gepresst.
Vorteil: Extrem schnelle Zyklen, da das Metall nicht extern dosiert werden muss.
Einschränkung: Nur für Metalle mit niedrigem Schmelzpunkt geeignet (z. B. Zink oder Blei).

Kaltkammer-Druckguss (Cold Chamber)
Im Gegensatz dazu ist beim Kaltkammer-Druckguss das Schmelzaggregat von der Gießmaschine getrennt. Das geschmolzene Metall wird für jeden Schuss individuell per Schöpfkelle (manuell oder automatisiert) in die horizontale Gießkammer (Shot Sleeve) gefüllt. Erst dann drückt der Gießkolben das Metall in die Form.
Shutterstock
2. Warum Aluminium den Kaltkammer-Druckguss erfordert
Es ist ein weit verbreiteter Irrtum, dass nur der Schmelzpunkt von Aluminium (≈660°C) das Problem darstellt. Die wahre Herausforderung ist die chemische Beschaffenheit.
Chemische Reaktivität (Eisen-Affinität): Aluminium hat die Eigenschaft, Eisen (Fe) förmlich „aufzusaugen“. Würde Aluminium im Warmkammer-Verfahren verarbeitet, würde die Schmelze die eingetauchte Pumpeneinheit und den Schwanenhals innerhalb kürzester Zeit korrodieren und zerstören.
Legierungstreue: Durch die Trennung von Schmelze und Gießkammer im Kaltkammer-Druckguss wird die unerwünschte Aufnahme von Eisen-Verunreinigungen minimiert, was für die Einhaltung strenger Normen wie EN AC-46000 essenziell ist.
Thermische Belastung: Die getrennte Bauweise schützt die Mechanik der Maschine vor der permanenten Hitzeeinwirkung der Aluminiumschmelze, was die Standzeit der Anlage drastisch erhöht.
3. Gießdruck und der Einfluss des Kaltkammer-Druckguss-Verfahrens auf die Bauteildichte
Einer der größten Vorteile des Kaltkammer-Systems ist die Fähigkeit, mit massiven Drücken zu arbeiten. Für die Herstellung von sicherheitskritischen Bauteilen im Automotive-Sektor ist dies der entscheidende Faktor für die Bauteildichte.
Die Phasen des Druckaufbaus
Einspritzdruck (Füllphase): Hohe Geschwindigkeiten von bis zu 100 m/s sorgen dafür, dass auch komplexe, dünnwandige Strukturen vollständig gefüllt werden, bevor die Erstarrung einsetzt.
Nachdruck (Intensification): Dies ist das Herzstück des Kaltkammer-Prozesses. Sobald die Form gefüllt ist, wird der Druck massiv erhöht (oft auf über 1.000 bar), um die Volumenschwindung des Metalls während der Abkühlung auszugleichen.
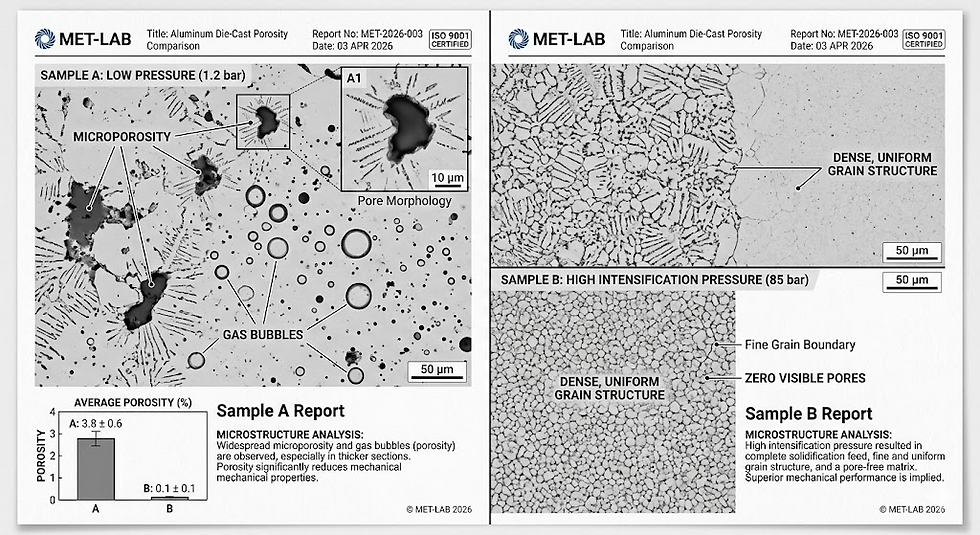
Wissenschaftlicher Kontext: Durch diesen hohen Nachdruck wird die Bildung von Mikroporosität und Lunkern (Hohlräumen) physikalisch unterdrückt. Das Ergebnis ist eine Bauteildichte, die nahezu an geschmiedete Komponenten heranreicht.
4. Entscheidungshilfe: Welches Verfahren für welche Anwendung?
Kriterium | Warmkammer | Kaltkammer |
Material | Zink, Zinn, Blei | Aluminium, Magnesium, Kupfer |
Bauteilgröße | Eher klein, filigran | Klein bis sehr groß (Strukturbauteile) |
Zykluszeit | Sehr kurz (hoher Output) | Moderat (wegen Dosierzeit) |
Druckpotenzial | Begrenzt | Sehr hoch |
Anwendung | Schmuck, Kleinstgetriebe | Motorengehäuse, Fahrwerksteile |
5. Expertise von Sunrise Metal: Prozesskontrolle für Null-Fehler-Qualität
Bei Sunrise Metal kombinieren wir das Potenzial des Kaltkammer-Druckguss-Verfahrens mit modernster Digitalisierung.
Echtzeit-Überwachung: Jede Bewegung des Gießkolbens wird sensorisch erfasst. Abweichungen in der Kolbengeschwindigkeit oder im Druckverlauf führen zum sofortigen Ausschluss des Bauteils.
Vakuum-Unterstützung: Um die Bauteildichte weiter zu optimieren, evakuieren wir die Formkavität vor dem Schuss. In Kombination mit dem hohen Gießdruck erreichen wir so porenfreie Gussstücke, die sogar für Wärmebehandlungen und Schweißprozesse geeignet sind.
Fazit: Präzision durch die richtige Wahl des Gießverfahrens
Für die moderne Fertigung von Aluminiumkomponenten bleibt der Kaltkammer-Druckguss das Maß der Dinge. Er bietet die notwendige Flexibilität bei der Materialwahl und die physikalische Gewalt, um hochdichte, belastbare Bauteile zu erzeugen. Während der Warmkammer-Guss seine Nische bei Zink-Kleinteilen behält, ist der Kaltkammer-Prozess die einzige Lösung für Hochleistungs-Aluminiumguss.
Haben Sie Fragen zur optimalen Prozesswahl für Ihr Bauteil?
Unsere Ingenieure unterstützen Sie mit einer detaillierten technischen Analyse und helfen Ihnen, das Design für den Kaltkammer-Guss zu perfektionieren.
[Senden Sie uns jetzt Ihre CAD-Daten für eine unverbindliche DfM-Analyse]



Comments